 )
)
����
����һ���鷶��
�����鷶��(���������)������ʱ�����Ȳ��õģ���Ӧ��������ͭ�����취��
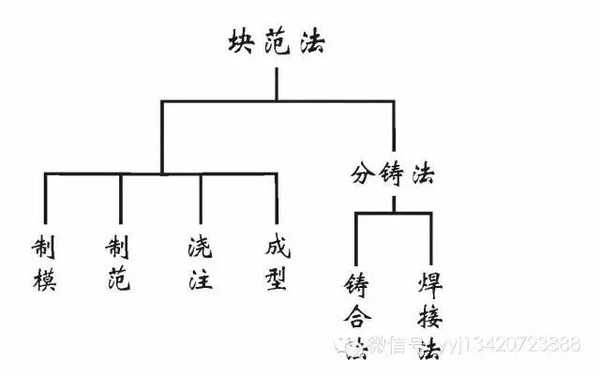
�����˷����������£�����������Ϊ�������Ƴ����������ģ�͡�ģ�������칤���������ģ��ĸ����������������ģ�����棬�ѳ������γ�����������������ɲ��֣������칤���ϳ�Ϊ�ⷶ���ⷶҪ�ָ�����飬�Ա��ģ�����£����Ҫ��������һ�������������ǻ�൱�ķ���ͨ����Ϊо�����߳�Ϊ���͡��ڷ���Ȼ��ʹ���ⷶ�ϣ��м�Ŀ�϶����ǻ������Ϊ��������ĺ�ȣ�����ܻ���ͭҺע��˿�϶�ڣ���ͭҺ��ȴ��ȥ���ⷶ�����������
�����鷶������ľ�������������
����
����1����ģ
����ģ���Ϊ��ĸ������ԭ�Ͽ�ѡ���ջ�ľ���ǡ�ʯ�������ϣ����Ѿ����õ���ͭ��Ҳ������ģ�͡�����ѡ�ú�������Ҫ�������ļ�����״��������Ҫ���ǻ��Ƶ���벦�ܵķ��㡣һ��˵������״ϸ����ƽ�ĵ���������������ľ���ƶ��ɣ���С����������������ùǡ�ʯ���Ϊģ��������״���رȽϴ�Ķ����������������ѡ���������Ա㲦�ܡ�
�����ӳ��������������շ���Ϊ�������շ�������ճ���������Զ�һЩ�����������ۡ�̿ĩ�����ϻ��������л�������պõ�������ʱ�ĺ�ˮ����ʹ֮�нϵ͵������������˵����ԣ��Ա����ܳɺ������Ϊ������ն���������������ģ�ı��滹����ϸ�¡���ʵ���Ա������ϵ�����Ρ�
������ģ���ܳɺ�Ӧ��ʹ�����������������Ҫ����ɳ��ʵ���Ӳ��ʱ��̡����ڲ����Ͻ����淶��������Σ�һ��������̥����ɫ���������ٽ��е�̣��߳������Ļ����������ڱ�����ܳ��Σ��������ϵ�̻��ơ�
������ģ�Ƴɺ�������Ҥֻ���ճ���ģ��������������
����
����2���Ʒ�
�����Ʒ���Ҫѡ�ú��Ʊ��ʵ������ϡ�����Ҫ�ɷ���������ɰ��һ��˵��������ճ��������Щ��о��ɰ����Щ�������ϴ֡����ڶ���֮�л�����ֲ���ʣ������ľм���Լ����������������ԡ�
����
��������
�����������������뼫ϸ�£�Ҫ������ɹ�����顢��ɸ�����ȣ��������ʵ���ˮ�֣���֮�ͳ���Ӳ�ʶȵ��������پ�������ˤ����꣬���о����ϳ�ʱ��Ľ���ʹ֮���ԡ��������õ������ڷ���ʱ�ŵ���Ӧ�֡�
������ģ�Ϸ��������Ժ�ǿ���ǿ鷶���켼�������Ļ��ڡ����ڽϼ�ʵ���������ꡢ�ߵȣ�ֻ����ģ�ͷ��������ⷶ���ɣ������ⷶ��Ϊ���Ϸ���
������������������ķ����Ӷ��ˣ������£�
�������ڷ�����ǰ������Ҫ�����ⷶӦ�÷�Ϊ���鼰Ӧ���ںδ��ֽ硣
�����ڷ��ⷶ�ķ������÷�����ģ�϶������ɣ�������ѹ����
�����۶����ĵ������������ַ�����һ���Ѵ�ģ���Ϸ��ƺ��ⷶ������ģ������о������ģ�͵ı�����Թ����������ĺ�ȼ�������ͭ���ĺ�ȡ����ǰ�ģ�����ɿ��ĵģ����丹ǻ���ѳ�о����ʹ�ϳ���о�͵�����һ�飬���ڵ������������ӷ��������ڴ����������������ⷶ��о��
����
����װ��
����
����3����ע
�������ѱ��յ�����Ϻõķ��ɳ��Ƚ�ע����Ȼ�����ٽ�עǰ����Ԥ�ȡ�Ԥ��ʱҪ����оװ����ף������������ɰ��ݰ��࣬����Ҥ�տ���Ԥ�ȵ��¶���400-500��Ϊ�ѡ����õ��ͷ���������ɳ(ʪɳ)���з�ֹ����������˺����������ľ��������Ҳ��Ϊ�˷�ֹͭҺѹ�������ǿ���
���������ú��ۻ���ͭҺ��1100-1200Ϊ�ˣ�ע�뽽�ڡ�����֮���Ե��Ž�����Ϊ�˽�������ͬҺ�е����ʼ��������ף�ʹ�������ϲ����ܣ���������������ͭҺʱӦ�����պ��ٶȣ��Կ��ƽΪ�ˣ�ֱ�����������Գ���ͭҺΪֹ����ͭҺ������ȴ����ȥ����о��ȡ��������
����һ�ν�ע���������εķ����С�����������һ�λ����������ߡ����彽������������������Դ˷������ɡ����Դ˷�������֮����������������������������ģ���ÿ�����߾��������ӣ����ǻ����ķ���������
����
����ȥ��
����
������ĥ
����
�����Ƴ�
����4������
��������ȥ�շ���Ҫ�����������侭����������졢���伸��ĥ����ȥ�����ͭ�顢ë�̡��ɱߣ�ֻ����������������ϡ�
������������֮��з�������������ĸ貿λ����һ�ν�����ɵģ����Ƿֱ����ɵģ��������ӷ���ʹ֮��Ϊһ�塣����������Ҫ�����Ϸ��ͺ��ӷ����ڴ˾Ͳ������ˡ�
��������ʧ����
����ʧ����ָ�������ۻ��IJ��ϣ��������(����)�������ͣ�ţ�ͣ����Ƴ������������ģ��Ȼ������ģ������ϸ�ཬ���ܣ�����ģ�����γ�һ����ǣ�������DZ�����Ϳ���ͻ���ϣ�ʹ֮Ӳ�����������ͣ�����ٺ濾����ģ��ʹ�����ۻ��������Ӷ��γ���ǻ��������ǻ�ڽ���ͭҺ��������ȴ�����ۣ���ྫ�ܵ�������






























����˵�������а�